Corona Virus pandemic has disconnected people from their regular life, travelling, going to a restaurant and even visiting a grocery store is a no go. Consumers are ordering their daily bread and butter online and it gets delivered mostly on the same day or the next days. The person responsible for your food to be stable for a length of time (shelf life) is Louis Pasteur. Moreover, the method of preservation was called Pasteurization, named after him. Pasteurization kills the pathogens or spoilage microorganisms present in the food and it involves two things, temperature and time. The milk is pasteurized in the vat at 70 ℃ for 30 minutes or at 80 ℃ for 25 seconds. This is called High-Temperature short-time pasteurization (HTST). Pasteurization does not reduce any nutritional value of the milk, which is a commonly asked question.
How important are Homogenizers in the FMCG Industry?
Corona Virus pandemic has disconnected people from their regular life, travelling, going to a restaurant and even visiting a grocery store is a no go. Consumers are ordering their daily bread and butter online and it gets delivered mostly on the same day or the next days. The person responsible for your food to be stable for a length of time (shelf life) is Louis Pasteur. Moreover, the method of preservation was called Pasteurization, named after him. Pasteurization kills the pathogens or spoilage microorganisms present in the food and it involves two things, temperature and time. The milk is pasteurized in the vat at 70 ℃ for 30 minutes or at 80 ℃ for 25 seconds. This is called High-Temperature short-time pasteurization (HTST). Pasteurization does not reduce any nutritional value of the milk, which is a commonly asked question.
Pasteurization
Pasteurization can also be done using water tanks. Liquid and non-solid items can be sterilized using a large tank filled with water. Once the package is loaded into the tank, pressure is applied with the help of giant pumps. The applied pressure changes the foods cell structure which inhibits cell division and destroys microorganisms. Using this technique, various processed and ready to eat foods such as fruit and vegetable juices, salsa, dressings, meat products etc. Another advantage of using this method is that the water tank method is capable of processing a lot of food in every batch, making it an affordable operation for manufacturers.
However, some studies have shown that the pasteurization process has compromised the flavour aspect of the food or specifically in the context of milk. The pasteurization process does not kill all the bacteria present in the milk, but only the harmful bacteria. Over the years, the pasteurization process has gained higher demand and increased usage. Having said all this, the pasteurization process is still better than thermal sterilization, particularly concerning nutrient composition. These days morefood industriesare starting to use high-pressure processing which effectively removes most of the pathogens, harmful spoilage microorganisms and extends the shelf life significantly.
Homogenization
You might have also seen milk products labelled as HOMOGENISED milk, how different are they milk from pasteurized milk. Milk homogenization is a different step and usually happens after the pasteurization. High-pressure homogenizers in food industrywill aid in delivering Nano or microemulsions, dispersions, suspension and lipids. Homogenization aids in breaking down the fat in milk and stops the fat-water separation. If the homogenization step is skipped, then fat molecules present in milk rise to the top of the container, giving a very bad visual appeal to the end customer. Combining homogenization with pasteurization allows manufacturers to effectively manage their resources which could be served to the customers and reduces the overall waste in the process. Homogenization can be used for a variety of products in the food, pharmaceutical and chemical industry; for instance, vaccinations, anaesthetics and injections in pharmaceutical inclinations. (1)
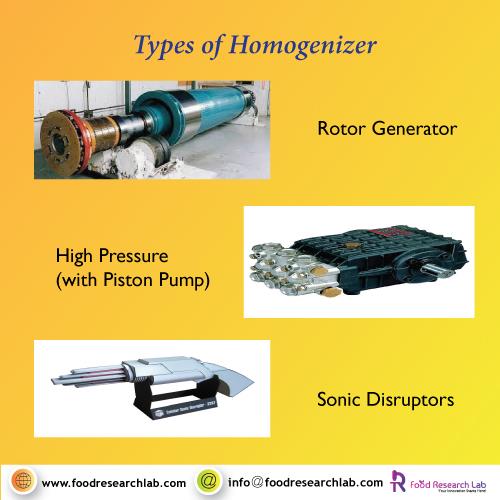
Types of homogenizer
There are three common types of homogenizers, which are rotor generator, high pressure (with piston pump) and sonic disruptors inFMCG industry. Rotor homogenizers are capable of delivering large quantities of material processed using long shafts which have angled knives at the bottom. The knives shred the material into fine particles and then drawn up into a stator tip and ejected into the side. This model is capable of handling plant and animal tissue and usually homogenized within 60 seconds.
Liquids and semi-solids can be pasteurized with high-pressure homogenizers which push the product through a series of tubes. A hydraulic pump creates enough pressure while pushing them through the tubes and sterilizes them at 1500 bar with continuous scale. Once this stage is complete, the product exits through a small orifice with a drop in pressure which forces cell rupture and tearing the product into equal sizes which can then be equally mixed.
Sonic disruptors reduce the breakup particles with the aid of disruptors by generating ultrasonic waves between 18 to 50 kHz (inaudible to the human ear). These sonic wavelengths are capable of exerting 500 atmospheres of pressure with temperatures rising to 5000 ℃. Under appropriate conditions, the pressure waves cause microscopic bubbles to form which grows and collapses violently after a certain point. This implosion creates a shock wave that breaks the cell membrane, with reduced particle size. (2)
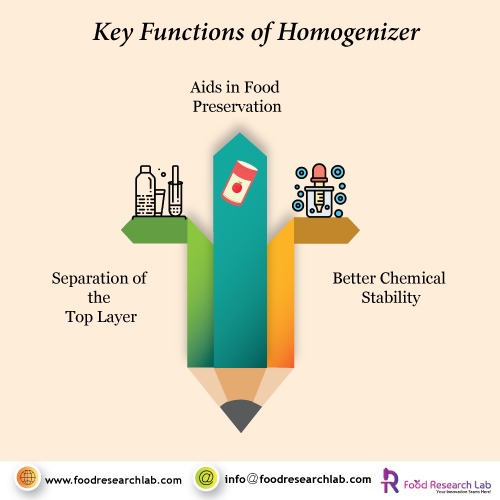
Key Function of Homogenizers
The first and foremost functionality is preventing the separation of the top layer of cream from the rest during new product development. This aids in obtaining a longer shelf life and retains the finest quality, which benefits both dairy manufacturers and customers when milk is harder to find at a store, especially during a pandemic.
Scientist and food manufactures are working to make new product categories which can eliminate trans-fat, reduced sugar and low sodium content to balance nutrient content and to achieve customer satisfaction. An optimal mixing protocol needs to be achieved for each emulsion, lipids and dispersion at an economical value. The manufacturer will develop the mixing protocol based on the product characteristic and the basic requirement for the product so that it is consistent with taste, colour and appearance.
Quite a significant number of factors are considered and attributed to foods, such as particle size and consistency, which has an impact on food quality, stability and shelf life. To achieve improved food processing results, this will in turn increase the sales of the product. For instance, a few years ago tomato juice showed improved consistency and viscosity because of the high shear homogenization achieved.
Secondly, this processing method also aids in food preservation, which increases the high level of function over traditional thermal processing methods. Extended shelf life is achieved by high shear along with heat kills the harmful microorganisms. This method also destroys some nutrients from the food. However, one alternative to this is pressure homogenization which makes them ready to be used.
Thirdly, the quality of a food product and its freshness is linked to food stability (molecular level). The high-pressure shear homogenizer leads to better chemical stability in most foods, which provides longer periods of freshness compared to foods with larger molecular size.